skip



200 thousand nm3/ h.
The capacity of by-product recovery plants in terms of coke oven gas
100 thousand nm3/ h.
The capacity of single gas stream
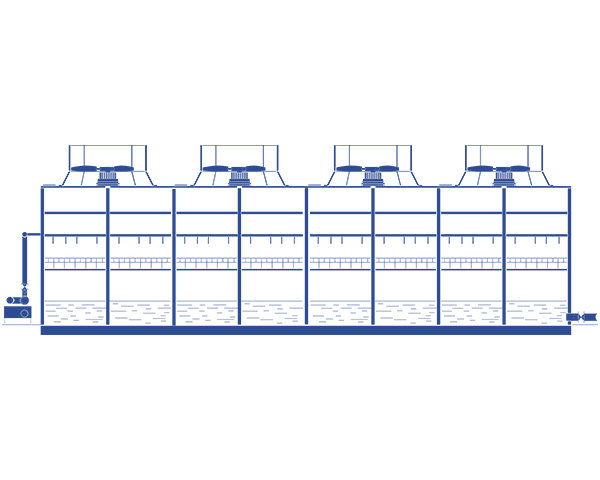
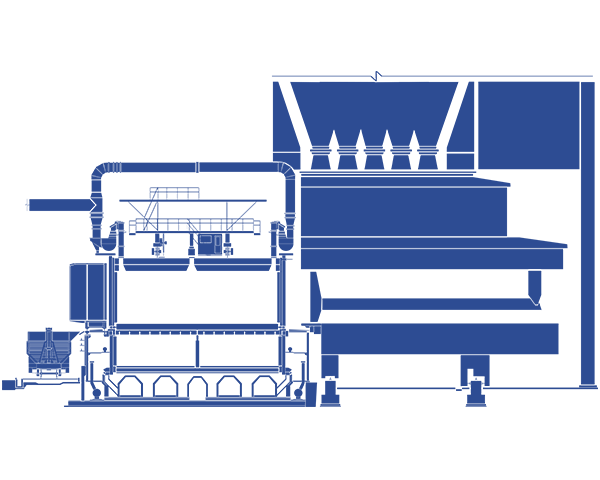
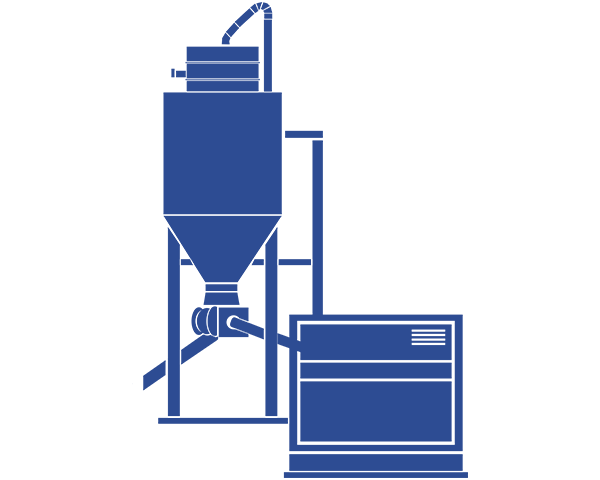
Cooling of coke oven gas in tubular gas coolers using circulating service and chilled water; an option for using heat of coke oven gas for heating the absorption solutions of desulphurization.
Removal of tar mist from coke oven gas in electrostatic precipitators.
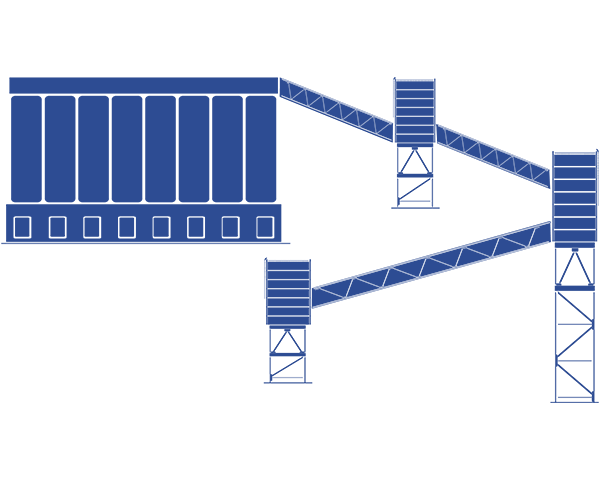
Settling of flushing liquor from coal-tar pitch and sludges in mechanized decanters.
Tar desludging in centrifuges (tricanters).
Treatment of excess flushing liquor with decomposition of fixed ammonia salts using energy-saving technologies.
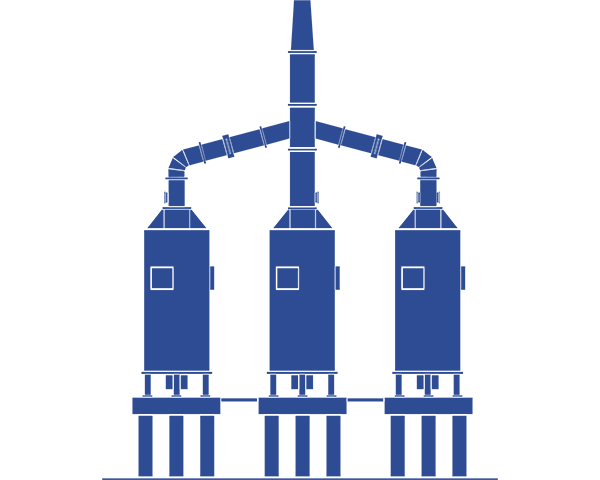
Removal of ammonia from coke oven gas up to 0.03 g/nm3 by saturator and saturator-free methods with production of ammonium sulfate, recovery of ammonia using water followed by desorption and ammonia decomposition
Final cooling of coke oven gas in closed systems using efficient heat exchanging equipment, without the release of harmful substances into the atmosphere.
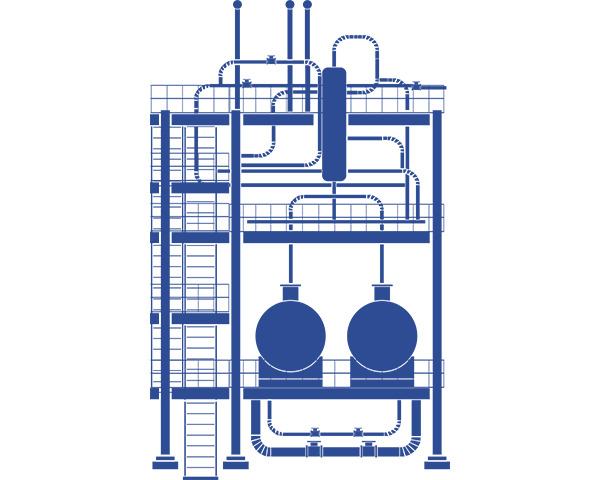
Recovery of benzene hydrocarbons and naphthalene in absorbers with metal structured packing.
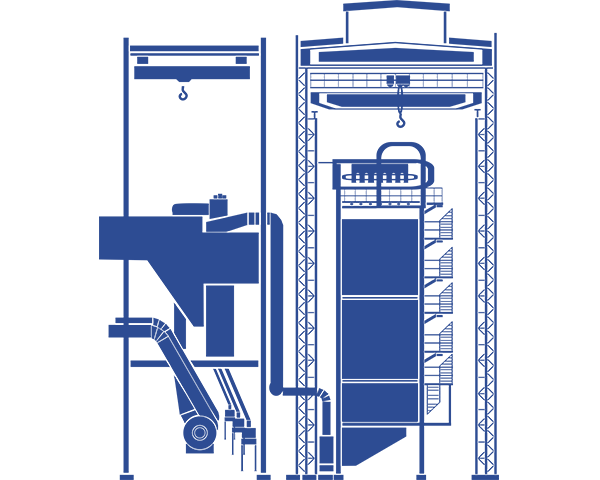
Heating of coal-tar oil in tube furnaces of benzene distillation section.
Heating and cooling of absorption oil in spiral heat exchangers.
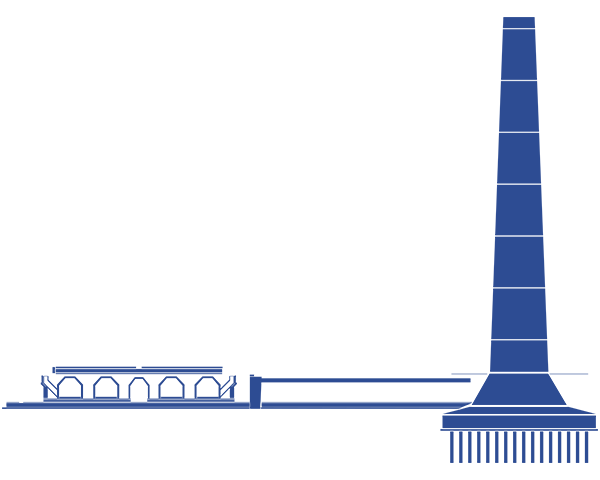
Safety devices against pressure increase in the gas pipeline of the enterprise over the preset value (gas bleeders).
Manifold systems for sealing of process equipment.












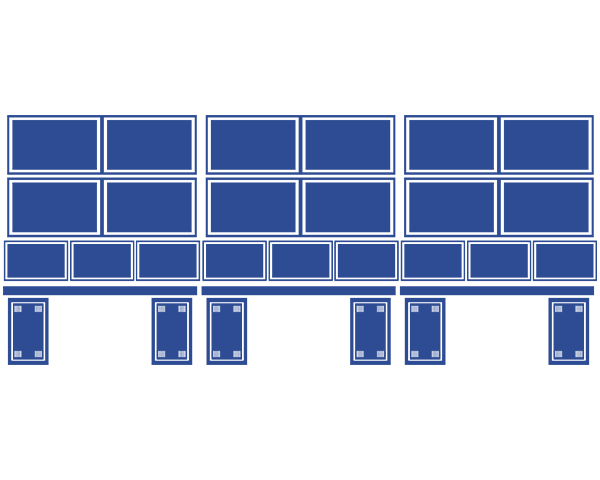
50-400 thousand
The capacity of the plants of anhydrous tar per year.
50-200 thousand
The capacity of one tar rectification unit of anhydrous tar per year.