skip

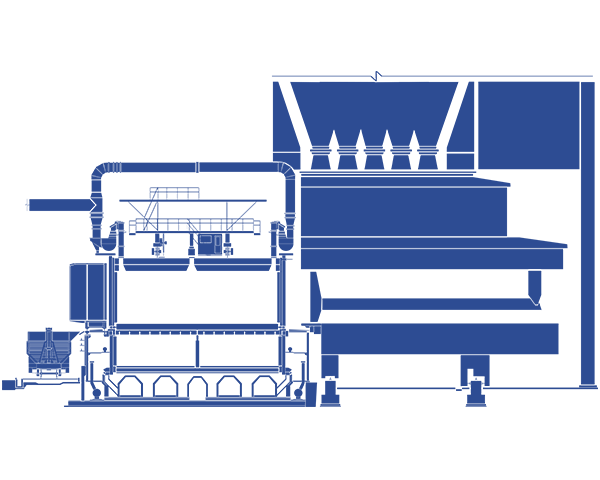

Coke ovens with ovens of large volume (64.6 m3, 70.5 m3), including new technical solutions
One of the main areas for improving the efficiency of layered coking is to increase productivity by increasing the volume of coking chambers. Obviously, by increasing the volume of chambers, it is possible to reduce the required number of batteries and ovens in the battery, which in its turn gives the following advantages:
High-performance coke oven batteries with coking chamber of a 41.3 and 51.0 m3 volume and a 7 m height were built under design by Giprokoks , and in the long run, construction of coke oven batteries with ovens with coking chamber volume of 64.6 m3 and 70.5 m3 , and a 7.6 m height, with staged air supply.
In the context of growing requirements for environmental protection, development and implementation of measures to reduce the formation of nitrogen oxides NОх, became very relevant in cokemaking, where the majority of nitrogen oxides are emitted from flue gases of coke oven batteries. As the world experience shows, a significant reduction in the formation of nitrogen oxides in the heating system of coke oven batteries can be achieved by the joint use of recirculation and staged air supply into the vertical flue. Arrangement of staged air supply improves the uniformity of heating over the height of the oven, stabilizes and somewhat improves the strength characteristics of coke by indicators М25 and М10.
High-performance coke ovens for the technology of coking pre-compacted (stamped) coal blend
Technology of preliminary stamping is used for the production of coke from coal blends with increased content of low-coking coal in coal blend of up to 65% (traditional technology up to 35%). The essence of the process is convergence of grains of coal during stamping, which contributes to the improvement of caking characteristics of coal by coking and the formation of strong coke. In contrast to the density of charging of ovens in bulk 0.75 t/m3, the density of the coal cake in the oven increases to 0.99 t/m3 (based on dry weight).
Compacting of coal charge is carried out outside the coking chamber in the form of a coal “cake” with the dimensions corresponding to the geometric dimensions of the chamber.
When determining the size of coke ovens for stamping technology of the first such battery in the design by Giprokoks at PJSC “Alchevskkoks” (battery No. 9 bis), it was decided, based on the experience of the CKZ plant in Dillingen, Germany, to limit the height of the oven to 5,000 mm, the width to 500 mm with taper of 20 mm. Long-term life of battery No. 9 bis, and in the future, battery No.10 bis showed that there are certain reserves to increase useful capacity of the coking chamber. In addition, the stamping mechanism was improved.
When designing new coke oven batteries for stamping technology, it was decided to increase the height of the ovens to 6,250 mm, width up to 550 mm. At this, height-to-width ratio of the ovens totals 12.00, and also oven length will increase by 960 mm.
At the same time, the volume of the coal cake increased by almost 50% - up to 47.84 m3, the single charge - up to 44.5 tonnes (based on dry mass) compared to the previous modification of the ovens.
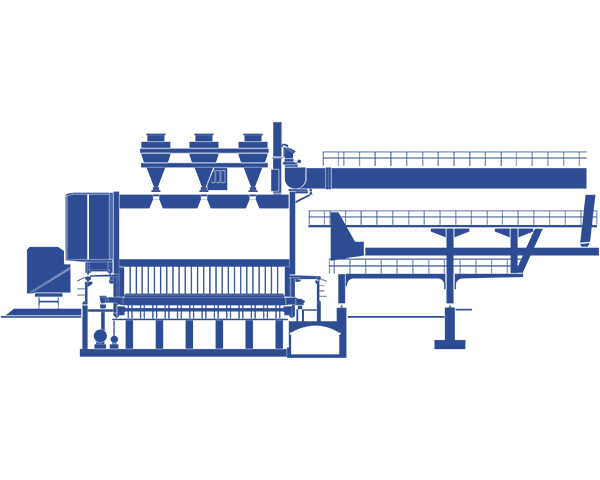
Technology of coke production in ovens without recovering by-products of coking process
With the development of petrochemical production, profitability of by-products obtained by coal coking has decreased. Along with this, requirements for environmental safety of enterprises have increased. This became the basis for the renewal of coke production in ovens with combustion of all volatile products released during coking, directly inside the ovens without by-products recovery.
Excessive heat of the coking process, which is formed at the same time, is utilized for the production of steam and electricity. The improved design of ovens of this type was first widely used by SunCoke, USA, in the late 1990s. The new technology of coking is called “non-recovery” (NR) or “heat recovery” (HR).
Unavailability of a sophisticated by-product plant in coke production seemed to be attractive in designing. Besides coal handling and coke ovens, this technology use only power equipment (waste heat boilers, power generators) and unit of sulfur dioxide recovery from combustion waste.
From environmental point of view, the NR/HR technology has a superior advantage over the traditional ones, since coking is carried out under negative pressure in ovens (50 - 70 Pa).
The absence of contaminated wastewater should be included into the advantages of the NR/HR technology. Gypsum, which can be sold, is formed as industrial waste.
In the last 20 years, technology of coke production with non-recovery of by-products has been used in the world rather widely. By 2012, this technology produced up to 7% of the world's coke at 62 coke oven plants, including: 45 in China, 10 in India, 5 in the USA and 2 in Brazil.
The main amount of coke obtained by the NR/HR technology is produced in wide-chamber ovens with a flat oven sole and arched under-roof space.
Since the beginning of the 2000s, Giprokoks has been developing the design (basic technical solutions) of the sole (horizontal) ovens for non-recovery technology.
The design of the ovens is made for a production module consisting of two blocks of 16 ovens (32 ovens) with a total capacity of 200 thousand tons/year of coke, which is supposed to be used in the execution of a specific project for the enterprise of the given capacity. Dimensions of ovens are accepted for constructive considerations on the basis of foreign experience. Useful volume of coking chamber totals 45.6 m3. Charging of oven is carried out using stationary stamping device under the coal tower with coal cake. The ready-to-use cake is transferred on the pallet to the charging machine and from it further into the coking chamber. Coking period is 48 hours. Pushing of ready coke is carried out by another machine,i.e. coke pusher. Quenching of coke is carried out in quenching tower, erection of the coke dry cooling plant is another option. Hot waste gases are discharged into the waste heat boiler through the waste gas flue below the deck slab.
At the present, Giprokoks is processing the design of the NR/HR oven with vertical coking chambers.
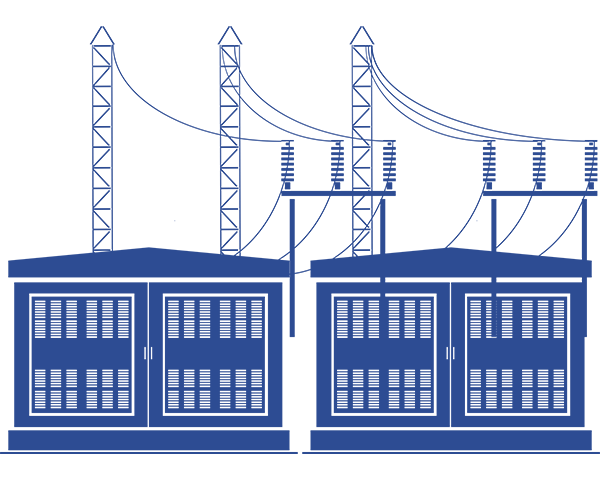
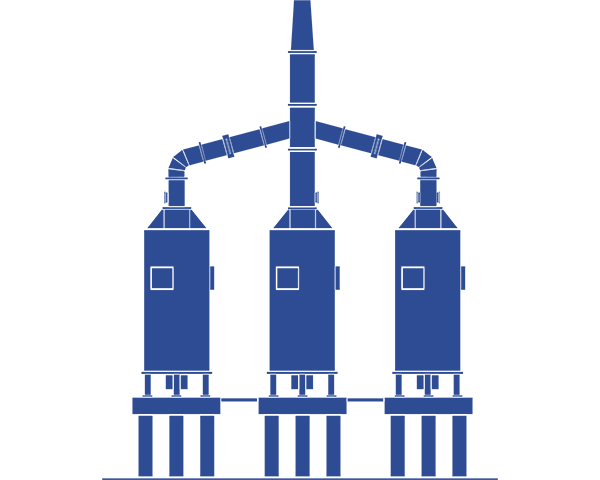
Waste gas heat recovery units for coke oven battery
To increase the competitiveness of coke oven and by-product plants, SE “GIPROKOKS” has been paying great attention to energy saving and increase energy efficiency in production.
At present, waste gases from coke oven battery, which have a fairly high temperature (280 to 350°C), are irrevocably emitted into the atmosphere. GIPROKOKS elaborates various options for the beneficial use of heat potential of waste gases, including using modern equipment - heat pumps and organic Renkine cycle plants.
One of the most effective ways is to construct a heat recovery and thermal destruction facility for waste gases. Inside the plant, a part of the heat which is contained in the waste gases of coke oven gas is used to generate a pair of required parameters for generating electricity and for technological needs. The gases coming out from the coke oven battery contain pollutants (СО, SO2, NOx, solid suspended matter) that are emitted into the atmosphere, therefore, it is advisable to combine the process of heat recovery with the thermal destruction of waste gases.
The plant shall provide:
Feasibility of constructing heat recovery plants is determined on a case-by-case basis, depending on the specific conditions of production.
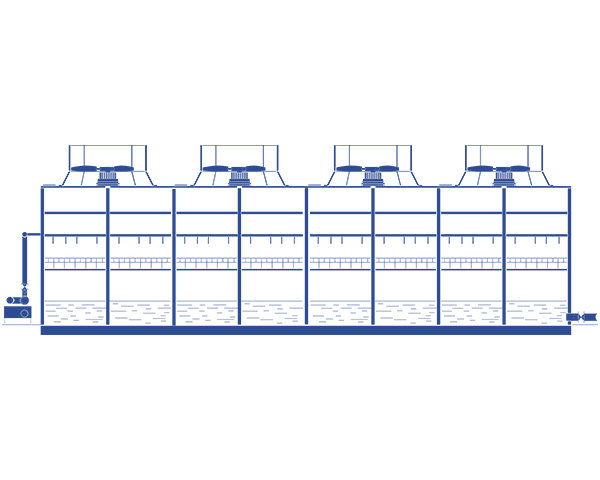
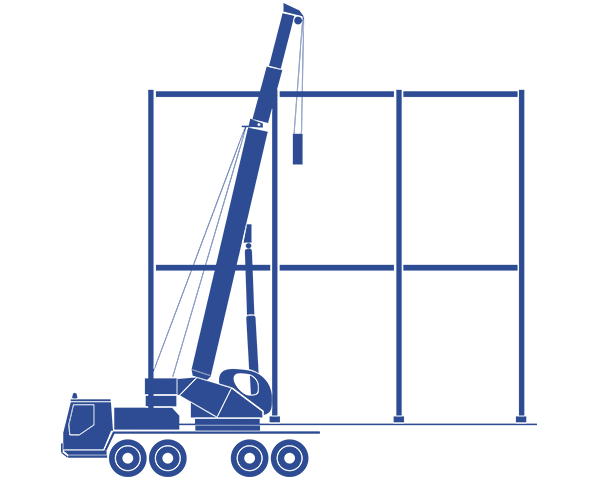
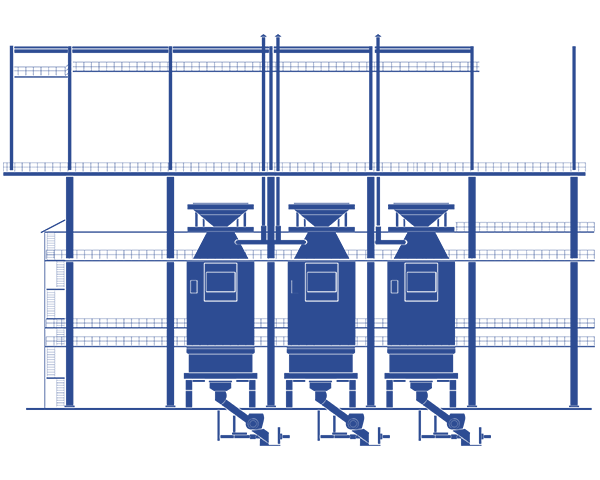
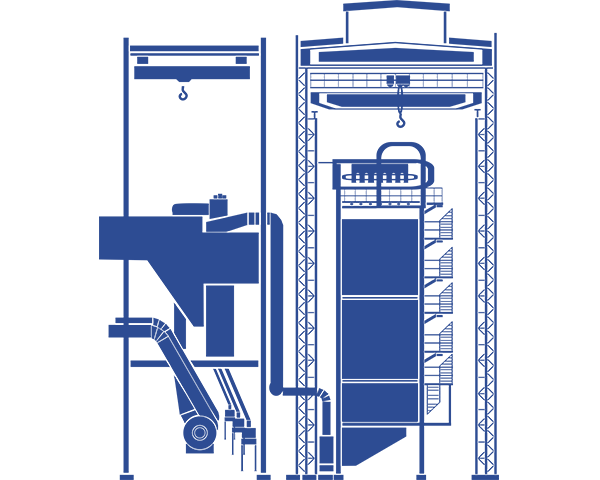
Monoblock coke dry cooling plant
The principle of cooling in coke dry cooling plants (CDCP) is to cool hot coke by inert gases circulating in a closed circuit between chamber filled with hot coke and waste heat boiler (heat exchanger). Extraction of heat from hot coke is based on heat exchange through the direct contact of circulating inert gases with hot coke and transferring this heat to the waste heat boiler.
Dry cooling method allows to recover about 80% of the heat taken by coke from the oven, or about 40 to 45% of the heat used for coking. An average of 0.45 t of steam from one ton of cooled coke is obtained (with parameters of P = 3..9 МPа, t = 440ºС in GIPROKOKS projects). Depending on the specific conditions, the steam is used for power generation and for technological purposes.
An important aspect of the use of coke dry quenching is improvement of the mechanical, and physical and chemical properties of the produced metallurgical coke. As a result of stabilization at isothermal exposure in the chamber of storage and mechanical processing when moving in chamber, the particle-size composition of coke is improved, mechanical strength increases, both - parameters of reactivity and after reactive strength are improved too. The use of coke dry cooling can be considered as a means that allows, without degradation of the quality of coke, to replace a part of strongly coking coal (ZH and OS grades) in low-coking coal (up to 15%) in the composition of the coal blend for coking.
Technology of coke dry cooling compared to wet quenching is considered as one of the important factors in increasing the environmental safety of coke production.
Coke dry cooling should also be considered as a technology for generating energy without releasing greenhouse gas– CO2. The achieved efficiency is estimated in comparison with the operation of solid fuel/coal-burning thermal generating units of the appropriate production capacity.
Positive results of the unit’s operation took up the basis for the widespread use of CDCP as the main method of coke cooling/quenching. SE “Giprokoks” elaborated 34 projects of CDCP of total number of blocks equal to 148. Ten licenses regarding coke dry cooling as per Giprokoks technology have been sold to Japan, Germany, Poland, Italy and other countries.
The composition and arrangement of CDCP vary depending on the conditions of location at specific production sites, performance indicators and customer’s preferences. Erected CDCP’s have from two to five blocks with production capacity of 50 or 70 t/h per one block. A four-block CDCP is the most advantageous in terms of production reliability: two blocks are in operation, one block - in hot standby, one block - in cold standby. In this arrangement, CDCP ensures uninterrupted cooling of all coke incoming from the battery, and allows to carry out preventive maintenance and repairs in case of emergency.
Along with the multi-chamber CDCP’s, globally, monoblock CDCP’s with maximum block production capacity of up to 180 - 250 t/h each are known. With the increase in the dimensions of the cooling chamber there is a number of new problems arising: an increase in the height of coke lifting to the top of the chambers, segregation of coke in the chamber, the complication of gas distribution through the intersection of the cooling chamber, increased load on the brickwork and equipment, etc. However, the economic effect of monoblock CDCP exceeds performance characteristics of the plants consisting of several blocks of similar total production capacity. Monoblock CDCP’s are expedient for battery complexes with production capacity of at least 1 million tons of coke per year.
The advantages of a monoblock CDCP are as follows: lower capital intensity, shorter commissioning terms, simplified management and accounting of parameters, compact placement on the territory.
However, in order to ensure uninterrupted cooling of coke from operating battery during the period of compulsory stops for inspection and repairs (annual production resource of boilers is 330 days), it is necessary to construct a reserve, i.e. a wet quenching facilities and a coke wharf, which should be taken into account in the cost of construction. During long work with wet quenching one should take into consideration changes in the nature of emissions into the atmosphere, termination of steam generation, the possible change in the composition of coal blend, change in the quality of coke.
The need for the development of a monoblock CDCP of high production capacity for Giprokoks is determined by the requests of prospective customers.
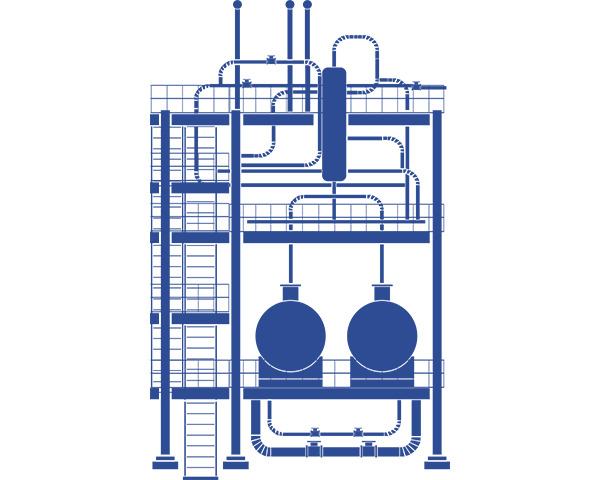
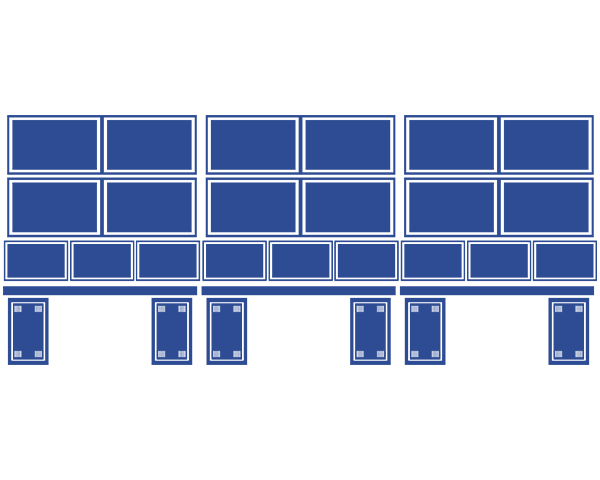
Prospective designs of by-product plants for coke oven batteries
Production of coke from coal is accompanied by the release of a by-product of the coking process - coke oven gas. Raw coke oven gas from coke ovens contains some chemicals that are released from gas and are processed into marketable products or recovered in by-product plants. These chemicals include coal tar, benzene hydrocarbons, ammonia, hydrogen sulfide.
The need to clean coke oven gas from chemicals is also dictated by the conditions of its use as technological and energy fuel.
Below there is a description of prospective design works done by Giprokoks regarding by-product plants for coke production.
1. Traditional technological schemes of ammonia and hydrogen sulfide recovery from coke oven gas include single processes using chemical reagents and further obtaining of marketable products.
In order to remove ammonia from coke oven gas, a saturated or unsaturated method is used with the use of 3-12% solution of sulfuric acid (H2SO4) and obtaining the finished product - ammonium sulfate (NH4)2SO4, which is a fertilizer.
To remove hydrogen sulfide from coke oven gas, a vacuum-carbonate or monoethanolamine method is applied with the use of soda (Na2CO3) or using monoethanolamine of technical grade (CH2CH2OH)NH2 with obtaining, as a rule, sulfuric acid, which is then forwarded to the production of ammonium sulphate.
Comprehensive recovery of ammonia (NH3) and hydrogen sulfide (H2S) from coke oven gas using the circular method being developed by SE “GIPROKOKS” is a highly effective technical solution that allows you to combine two technological processes (recovery of ammonia and recovery of hydrogen sulfide) into one process. In this case, ammonia is captured by circulating water, and hydrogen sulfide is extracted from the gas by ammonia-saturated water. No special chemical reagents are used in this technology. COG clearing is provided up to the performance standards required: ammonia – up to 0.03 g/nm3, hydrogen sulfide – up to 0.5 g/nm3.
2. Traditional technologies provide a standard of 0.5 g/nm3 of hydrogen sulfide in cleaned gas, which corresponds to the standards and rules effective in Ukraine.
Upon the request of some Ukrainian and foreign steel makers that use coke oven gas as power-generating fuel, coke oven production should ensure its purity by the content of hydrogen sulfide of < 0.5 g/nm3.
SE “Giprokoks” has been developing and improving technology of COG deep cleaning from hydrogen sulfide up to 0.05 g/nm3.
Both technologies described above (1 and 2) relate to measures to protect the environment from pollution.
3. By-product plants of coke oven enterprises use different equipment: scrubbers (absorbers), pipe gas coolers and direct action coolers, mechanized decanters for water and tar, electrostatic precipitators for cleaning gas treatment from tar, tanks, tanks and many other equipment related to the equipment of individual production.
SE “Giprokoks” develops technical projects of such non-standard equipment for its further production by machine-building factories of Ukraine. The latest developments by SE “Giprokoks” for certain types of equipment are aimed at increasing production capacity of technological means per unit providing technological standards and safety of operation.
At present, documentation on scrubbers (absorbers) for coke oven gas cleaning from ammonia, hydrogen sulfide, and benzene hydrocarbons is being developed
of up to 160,000 nm3/h for a single gas flow. Design works for other equipment are underway too. Development of equipment of high single unit capacity allows to reduce the territory of construction, to reduce the number of service areas, and, accordingly, the cost of materials for their manufacture and installation, and to reduce operating costs.
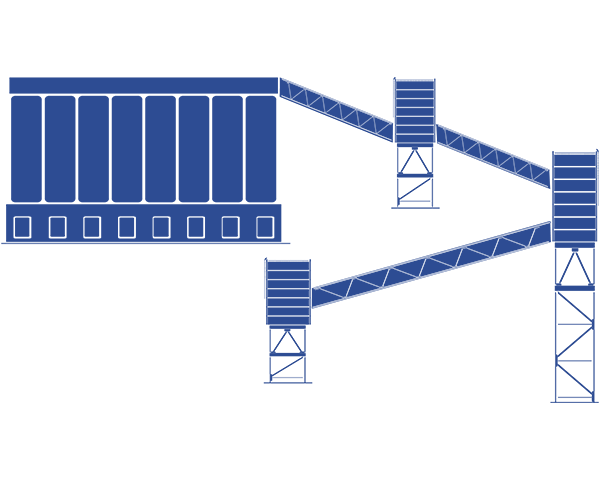
Installations for the replacement of natural gas by producer gas at small industrial enterprises
Processes of generating producer gas for technological and energy purposes from solid combustible minerals (coal and brown coal, lignites, peat), industrial and domestic waste, biological resources occupy a world practice their rightful place: they are well developed and widely used in different countries (the USA, China, India, etc.). At present, in the face of shortage of natural gas and availability of sufficient reserves of coal and brown coal - the question of revival of industrial coal gasification is also very relevant for Ukraine. For a long time, SE “Giprokoks” develops optimal configuration of coal gasification and introduction into the industry of low-duty gasifiers to replace natural gas with producer gas obtained from local deposits of coal and brown coal (fig. 7.1).
From economic and environmental point of view, the use of two-stage coal gasifiers with the production of cold generator gas would be optimal, where gasification process takes place in stagnant layer of coal with autothermal method of supplying heat under atmospheric pressure. Air and water steam are used as oxidants in this case.

Figure 7.1 – Gasification process flowchart:1 – gasifier; 2 – steam drum;
3 – tar separator; 4 – cooler; 5 – oil separator; 6 – cyclone; 7 – heat exchanger; 8 – air cooler; 9 – feeding pumps; 10 – fans; 11 – phenolic water pumps; 12 – circulating water pump; 13 – tar; 14 – air compressors; 16 – separator; 17 – desulphurization tower
In particular, gasification plant with two gasifiers, which is being developed for one of the factories of Ukraine, has the following technical characteristics:
During generation of producer gas, virtually no harmful emissions go to the environment. Thanks to the use of closed-loop gas cooling and indirect coolant, there is no effluent discharge outlet. Emissions of harmful substances during combustion of synthesis gas generated from chimneys of fuel-using units by some indicators, although exceed the emissions resulted during combustion of natural gas, nevertheless remain within the limits established by the legislation of Ukraine.
In the current market conditions, the payback period for the construction of the gas-generating unit roughly totals two years; the construction period is about six months, which makes this energy supply system attractive for many Ukrainian enterprises that are consumers of natural gas.
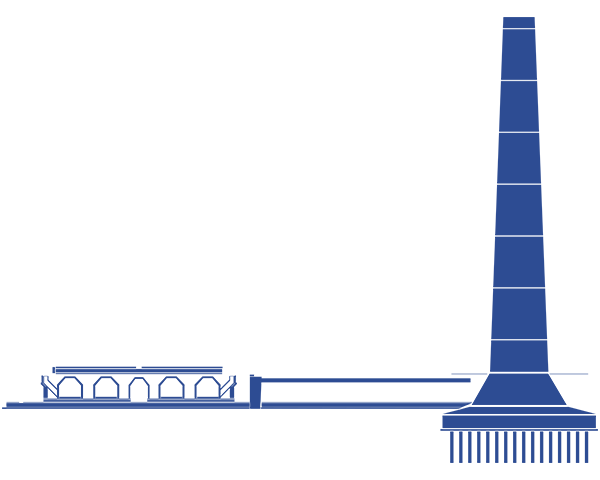
Industrial production of synthetic motor fuel from stone and brown coal; the use of products for the processing of black and brown coal in the production of sponge iron
In world practice, considerable experience has been accumulated in the processing of solid fuels in synthetic gaseous and liquid fuels, as well as in various chemical products using gasification, hydrogenation, pyrolysis, etc. Moreover, in recent years even the expansion of the scope of thermochemical technology for the processing of solid organic materials. Basically, these are the different technologies of coal gasification (60%), industrial and domestic waste processing (30%), biomass processing, etc. Given that the commercial attractiveness of gasification projects depends directly on the final product’s market price, SE “GIPROKOKS” experts determined that maximum profit from the project is achieved in the production of petrol and the use of synthesis gas for direct reduction of iron.
For several decades (since the late 1980s), SE “GIPROKOKS” has been involved in research in the field of gasification of coal. Several research and design works were carried out on the processing of coal for producing motor fuel from it, producing hydrogen, renewable gas used in the production of sponge iron. Currently, Giprokoks is developing “Investment Project of a High-Tech Complex for the Production of Synthetic Motor Fuel”. A wide range of design and research institutes and organizations was invited to participate in the development. Negotiations are under way to engage a number of foreign companies to this work (Siemens, ThyssenKrupp, Air Liquide, Haldor Topsoe). The target product for this project is synthetic motor fuel, since its production is the most demanded and economically justified. Gasification will be carried out using known steam-oxygen technology to produce synthesis gas, which will be used for the production of petrol and diesel fuel through synthesis by the MTG method
Fig. 8.1 shows the diagram of the reactor for steam-oxygen gasification with production of synthesis gas of the required composition.

Figure 8.1 - Diagram of the gasifier’s steam-oxygen reactor
The main energy sources consumed in the synthesis gas production process are crushed coal, oxygen, steam and electricity. For the production of oxygen, construction of an air separation station is required, and for steam supply, it is envisage to use heat of the technological process and construction of a thermal power plant.
In the first stage of the mentioned project, it is envisaged to use coal of the Lviv-Volyn Basin as raw material for gasification. Possibility to use the Pavlohrad field coal is not excluded. Processing 4,800,000 tons/year of steam coal will provide about 1,500,000 tons/year of petrol and diesel fuel.
At the second stage of the project implementation, it is planned to develop the Novo-Dmytrivsky brown coal field in Kharkiv region and construction of the processing facilities.
Plasma-Chemical Technology Hydrogenation
Currently, SE “GIPROKOKS” together with other enterprises (including Kharkiv National University of Radio Electronics (NURE), National Science Center Kharkiv Institute of Physics and Technology (KIPT), etc. They study production of high-quality petrol and diesel fuel from water-coal fuel by using plasma processing and hydrogenation technologies.
Constructive combination of two basic technological processes in one reactor (gasification of coal raw materials and production of fuel distillates - petrol and diesel fuel) can significantly reduce capital and technological/operational costs and maximize energy efficiency, ensuring the hydrogenation process by the catalyst, which is being synthesized itself.
A dedicated technological unit is charged with coal (the first grade coal) for producing synthesis gas and catalysts, and for the purpose of hydrogenation and distillate production, the second grade of coal (enriched coal) is fed to the middle part of the unit, which provides a larger yield of hydrogen during processing.
In this case, in technological gas emissions, nitrogen oxides, carcinogens are completely absent, and carbon dioxide emissions are less comparing to those used in the classical patterns of coal gasification - this feature of the equipment will allow our country to participate in the sale of greenhouse gas emission quotas under the Kyoto Protocol.
The project also provides for the technological generation of electric power from the depleted synthesis gas (hydrogen taken for hydrogenation with a large residue of CO) with the use of a complex of high-speed gas turbine generators.
The only significant waste in the application of this technology is the ready-to-use hot clinker, which is capable of obtaining sulfuric asphalt concrete from local raw materials and which is resistant to prolonged water low-temperature influences.
In the same way, there is an excess of low-temperature heat, which allows (after additional coordination) to supplement the industrial site with a greenhouse facility (of up to ten hectares) and fruit and vegetable storage facilities with an artificial gas environment.
Process flowchart of plasma-chemical processing of coal with the combination of processes of hydrogenation and coal gasification is given in fig. 8.2. The development of this complex is based on patents of SE “GIPROKOKS” and a number of authors from other enterprises.

Figure 8.2 - Process flowchart of plasma-chemical processing of coal
Sponge Iron Production
Except for motor fuel as a target product, sponge iron have been considered by specialists of SE “GIPROKOKS” too. It can be produced from iron ore pellets by direct reduction method using as a reducing agent of synthesis gas obtained during the gasification of brown coal. The enterprise completed a business project on the sponge iron production using reduced gas produced from brown coal of Olexandria deposit in Kropivnytskiy region. The use of sponge iron (in the form of metallic pellets) makes it possible to produce steel in electric furnaces passing the blast furnace process.
In order to renew brown coal production from Olexandria deposit, it is necessary to renew the operation of the coal mining complex (including: to ensure the pumping of water from flooded quarry, to take measures to provide equipment, vehicles, etc.). According to the calculations provided by SE “GIPROKOKS”, the industrial complex shall include facilities for the thermochemical conversion of brown coal to synthesis gas, a plant for the production of sponge iron, a power unit for the development of thermal and electric energy, an oxygen plant.
Introduction of steam-oxygen and plasma-chemical gasification technologies for the production of synthetic motor fuels and sponge iron will allow the most efficient use of various types of coal produced in Ukraine, develop the brown coal deposits that are not currently in use, provide a large number of new jobs and increase energy independence of the country.
Production of synthesis gas from coal by plasma-chemical method
Today, the most technologically advanced countries are paying more attention to the use of plasma technologies for gasification of various carbon materials. For example, Westinghouse Plasma Corp., the USA, offers to use the plasma gasification technology for processing of various types of waste (industrial, household, medical, biomass, automobile tires, etc.) into synthesis gas with the subsequent production of liquid fuel from it, chemical products for the generation of electricity, etc.. Recently, Air Products Tess Valley recycling plant was put into operation in the UK which is characterized by the following parameters: processing capacity – 350,000 t/year of waste, production of synthesis gas – 6,500 nm3/year.; gas generator dimensions: height – 25 m, width – 9 m, weight 204 t. Under the designs by Westinghouse, construction of similar plants in India and China is under way.
The main advantages of using plasma gasification technology are as follows:
However, the main advantage of plasma gasification lies in the optimal composition of the resulting synthesis gas. Content of СО + Н2 in the total amount of synthesis gas obtained in the process of plasma gasification, is (based on the data from various sources) from 97.5 to 99.2 %. Combustion value of such gas is approximately 10.5 – 12.5 MJ/m3.
The process diagram of plasma gasification of coal for synthesis gas with its subsequent application for the production of synthetic motor fuel includes the following main systems (fig. 7.3.9.1): Coal handling and supply system for gasification; gasifier with a plasmatron (gas burner); power supply system of plasmatron with electric power; water treatment and steam production system.
It is planned to create a laboratory facility before commencing the project to solve a number of design and process problems, as well as to optimize operating modes. At the moment the layout scheme of the laboratory facility has been developed.

Figure 9.1 - Process flowchart of the facilities for plasma gasification of coal
Excess coke oven gas recovery
The issue of energy saving at all stages of production due to the steady increase in prices for natural gas and other energy resources is especially important for the energy-intensive and strategically important for Ukraine’s industry, i.e. ferrous metallurgy. At the same time, as a result of the production activity of the coke oven and by-product plants, a large amount of secondary fuel, coke oven gas, is emitted. Despite the shortage of domestic electricity and increased energy saving requirements, a part of the coke oven gas is currently burned in gas releasing devices.
Coke oven gas can be used to generate electricity in a steam turbine cycle. However, the electric efficiency of such cycle is 25 to 30% only. In order to maximize the efficient use of the existing potential of secondary gases, SE “GIPROKOKS” develops different ways for the use of excess coke oven gas.
One of these ways is the generation of steam and electricity through the use of coke oven gas in a gas turbine unit (GTU) installed at a plant operating under cogeneration cycle (fig. 10.1). The gas turbine unit is a complex of equipment designed to generate electricity and heat, the main element of which is a gas turbine engine. Electric efficiency of such unit reaches 50%, which is much more than efficiency of steam turbine unit (up to 30%).

Figure 10.1 – Principal diagram of the gas turbine unit with waste heat boiler
In addition to the gas turbine cycle, the use of coke oven gas in the gas engine is possible. In case gas-air mixture (coke oven gas + air) in the cylinders of the gas engine ignites, there is an expansion of the combustion products, which drives the piston of the engine. At present, the gas engine MWMTCG 2032 of total power 24 MW successfully operate at ItalianaCoke plant near Genoa, Italy. It should be noted that the gas engine, unlike the gas turbine, is capable of operating using low pressure gas.
For installation at specific coke oven plants, compliance with the acceptable content of impurities in coke oven gas should be checked. If necessary, Giprokoks may elaborate a project for aftertreatment of coke oven gas to the required values. Exhaust gases downstream the engine can be used to generate steam or hot water.
From the point of view of environmental protection, gas turbine and gas engines are sources of emissions of harmful NOх, and СО. NOх emissions exceed the emissions due to the combustion of coke oven gas in boilers, but do not exceed the maximum permissible emissions set by legislation of Ukraine.
Feasibility analysis of various ways of using coke oven gas shows that under present conditions the replacement of natural gas with coke oven gas is the most advantageous. In the event that excess coke oven gas cannot be used on the territory of the coke oven and by-product plant in full, or when it is economically sound to use coke oven gas at another industrial site, coke oven gas can be treated and delivered to the final consumer at considerable distances to replace natural gas. Giprokoks developed technical solutions for aftertreatment and compressing coke oven gas for the conditions of long-distance gas transportation.
Currently, Giprokoks is has been developing new technologies that allow to use coke oven gas not only as an energy fuel. Coke oven gas can be used as raw material for the production of motor fuels, reduced gas for direct reduction of iron, for blast furnace injection and for other technologies, which are constantly being searched for and developed by Giprokoks.